Ny teknik förenklar tillverkningen av jetmotorer
Vid tillverkning av jetturbiner används normalt trådgnistning, eftersom den tekniken ger smala skärsnitt och kan skära precisa och komplexa former. Baksidan på myntet är att trådgnistning är en tidskrävande tillverkningsprocess, både vid installationen och själva bearbetningen. Det är även en termiskbearbetningsprocess med viss påverkan på materialets egenskaper. Nu kan det lösas genom att använda en ny, innovativ tillämpning av vattenskärningstekniken.
Tillverkning av turbiner för jetmotorer är en tidskrävande process som kräver extrem precision. Eftersom trådgnistning är erkänt som en väldigt långsam bearbetningsmetod undersökte en internationell jetmotorleverantör möjligheten att minska tillverkningstiden av fasta turbindelar genom att ersätta trådgnistning med någon annan bearbetningsteknik. Utmaningen var att hitta en teknik som klarade de tuffa kraven.
Termisk skärteknik som laser och fiberlaser testades först men det var för mycket värmepåverkan på materialet, så laserskärning uteslöts. Nästa steg var att undersöka vattenskärningstekniken. De droppformade konturerna på jetturbinen krävde fem-axlig bearbetning och samtidigt en mycket smal skärstråle för att hantera små konturer, skarpa hörn, små toleranser med en fin skäryta
Traditionell vattenskärning var svår att applicera, men vid upptäckten av nya FiveX Ultra från Water Jet Sweden, så företaget en öppning. FiveX Ultra är en komplett 3D-skärmaskin (0–120 ° skärning) konstruerad för att hantera skärningsuppdrag med hög precision. FiveX Ultra kan bestyckas med skärhuvudet FAWJ Micro Cutting Tool som ger extremt smala och fina snitt ner till 300my. En kombination som kunde fungera.
Efter ett besök på Water Jet Sweden Demo Center i Ronneby startade utvecklingen av en ny tillverkningsrutin för tillverkning av jetmotorturbiner.
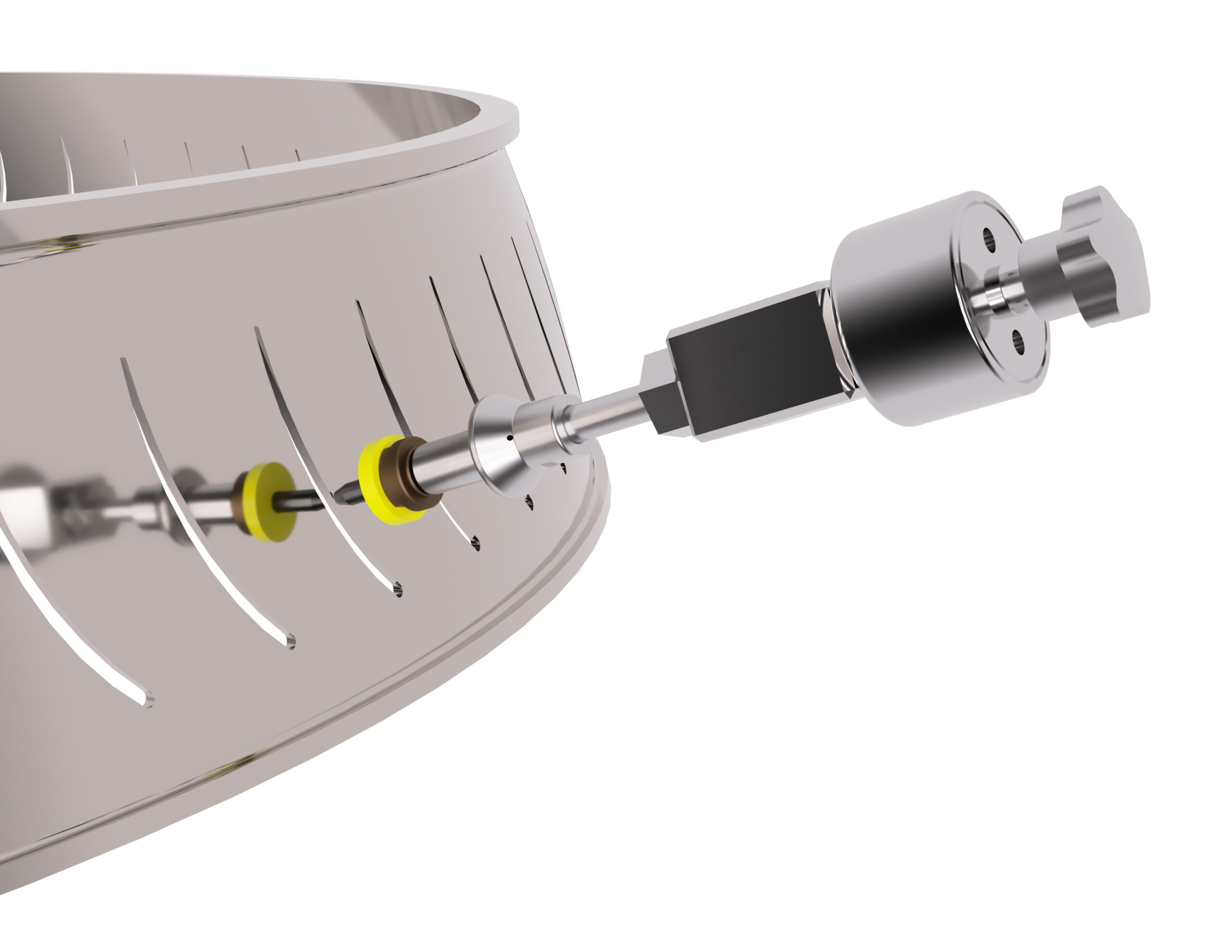
Parametrar definieras för att utföra tillverkning av jetmotorturbiner med vattenskärningsteknik
Eftersom vattenskärning är en kall skärprocess undviks värmepåverkade zoner och man får en silkeslen skäryta med lågt Ra-värde. Med mikroskärverktygets smala och fina skärstråle gick det att skära tillräckligt skarpa hörn, samtidigt behövde det göras justeringar för den lätt konformade skärstrålen som är en egenskap för vattenskärningen. TVL-funktionen (konisk vinkelkontroll, variabel hastighet och fördröjningskompensation) kunde för att kompensera vattenstrålens egenskaper för till slut få en godkänd skärprofil.
En utmaning i arbetet var att det inte gick att göra direkta mått på delarna. Istället används tolkar för att kontrollera konturnoggrannheten. I små steg optimerades processen gradvis för att till slut få korrekt och precis profil.
– Vi har utvecklat en process för att optimera skärparametrar för turbinproduktion, med hjälp av en unik kombination av vår nya 3D-vattenskärningsmaskin och vårt mikroskärverktyg FAWJ, berättar Tony Ryd, medgrundare och CTO på Water Jet Sweden.
Det var tidsbesparing i flera steg i tillverkningsprocessen. Inte bara skärtiden förbättrades. Omställningstiden reducerades till ett minimum, med fixturer istället för tidskrävande kabeldragning, och ett nytt automatiskt kalibreringsverktyg minskade också tiden från lastning till produktionsstart med flera minuter.
– Turbintillverkare runt om i världen som vill spara tid och pengar är välkomna att kontakta oss. Vi har en unik lösning för deras tillverkning och en lång erfarenhet av industriella tillämpningar av vattenskärningstekniken, avslutar Tony Ryd.

FiveX Ultra med mikroskärhuvud är unik teknik för avancerad vattenskärning

Processutveckling i Water Jet Sweden Demo Center i Ronneby