News
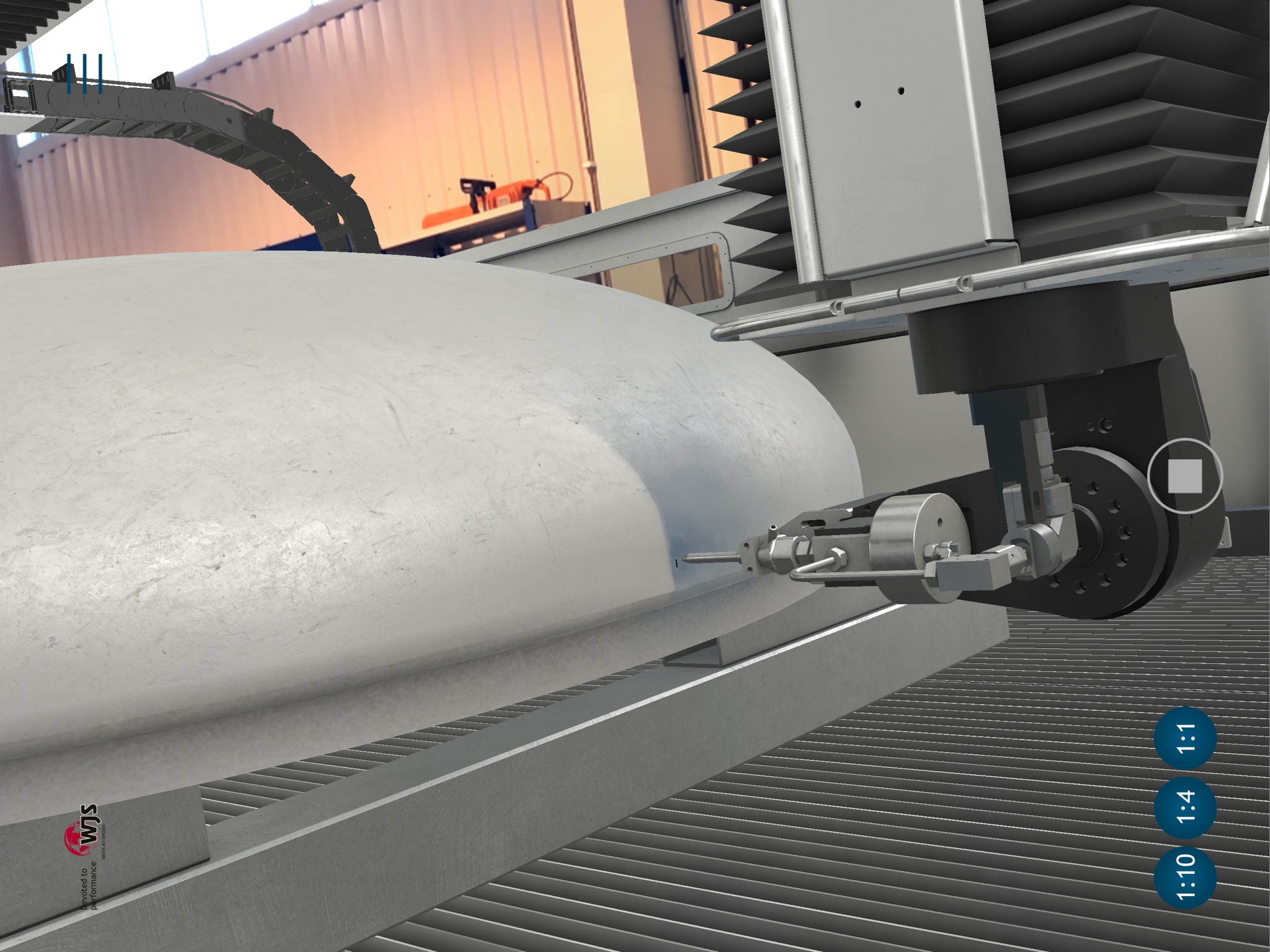
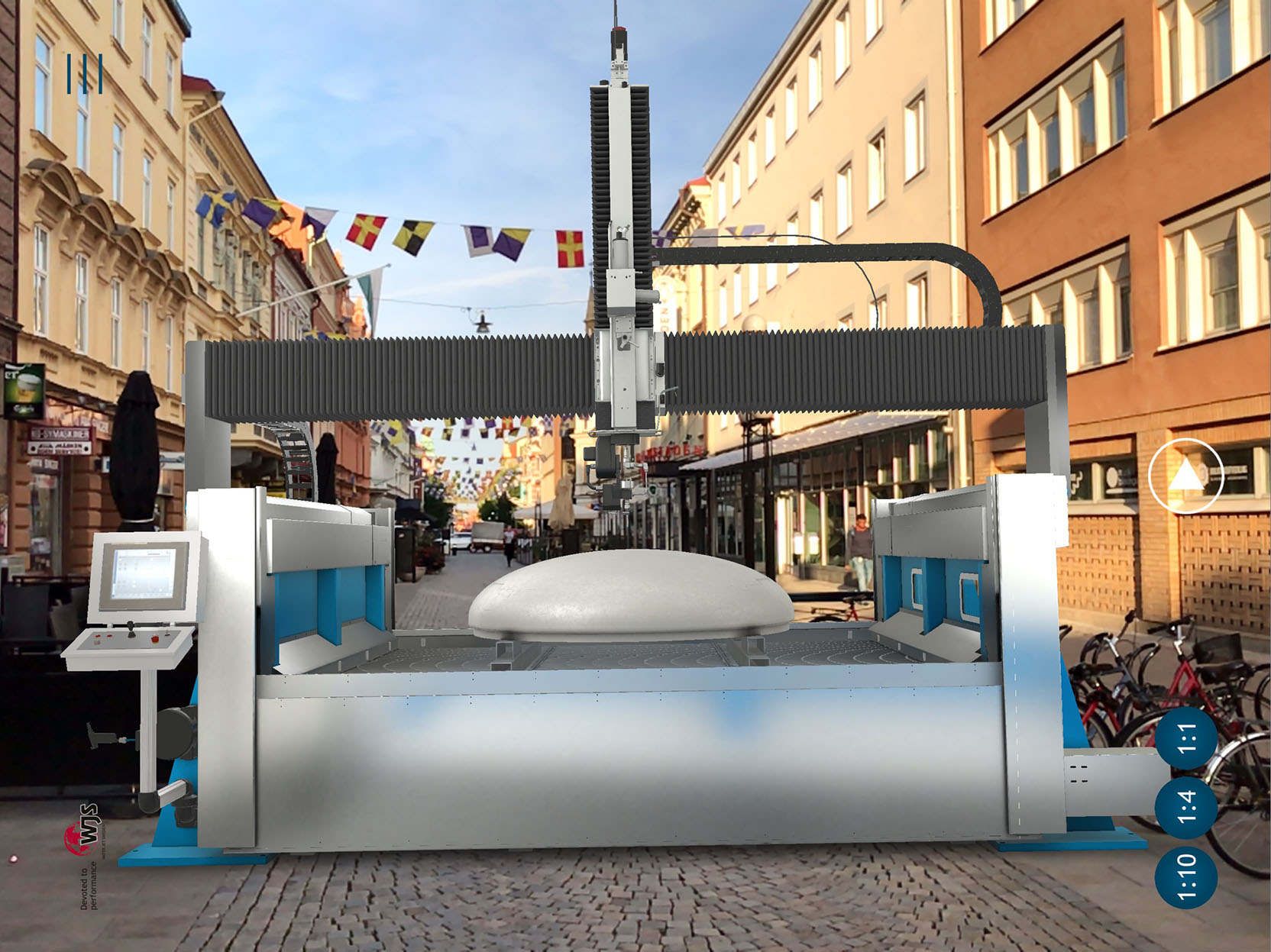
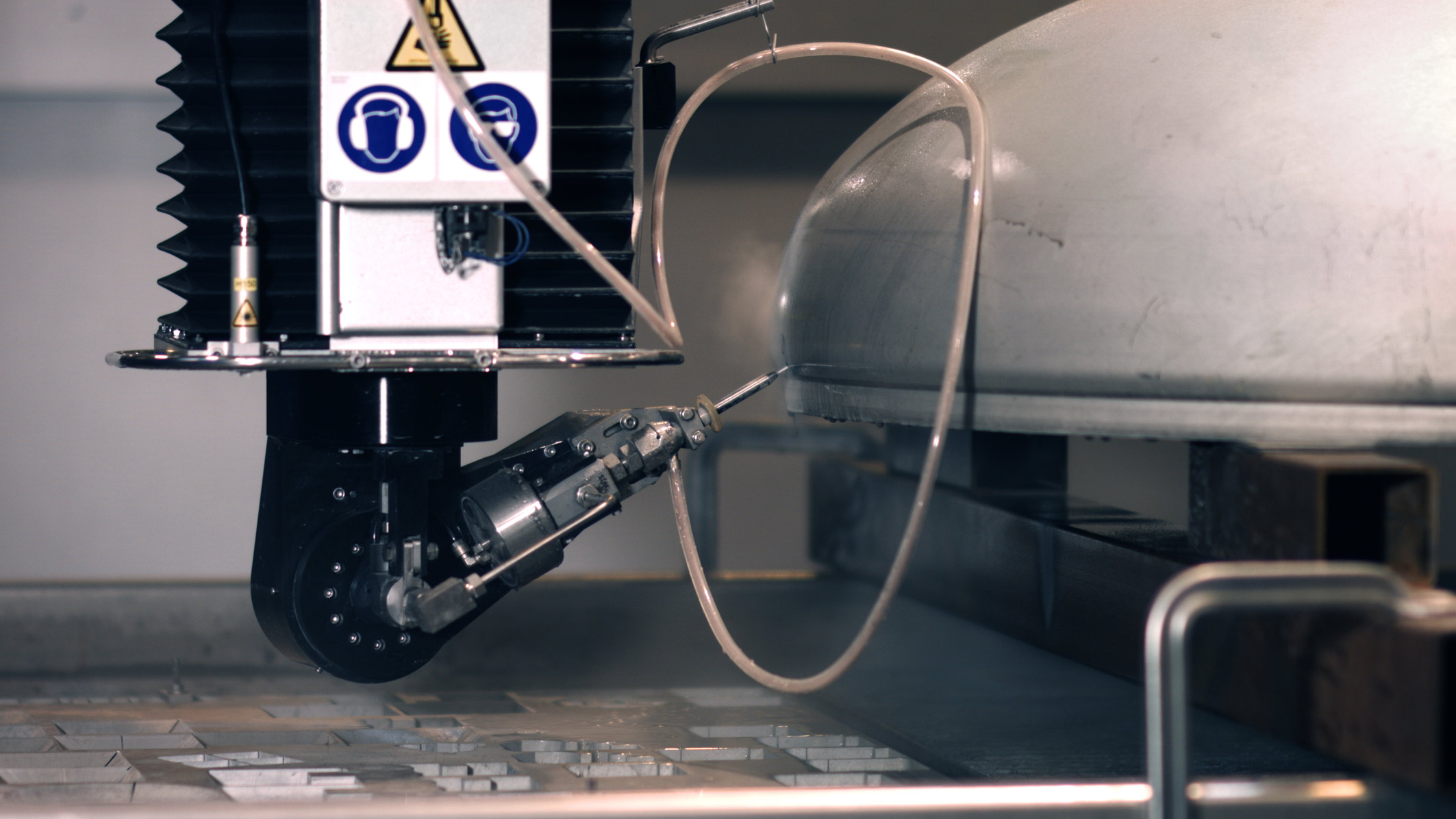
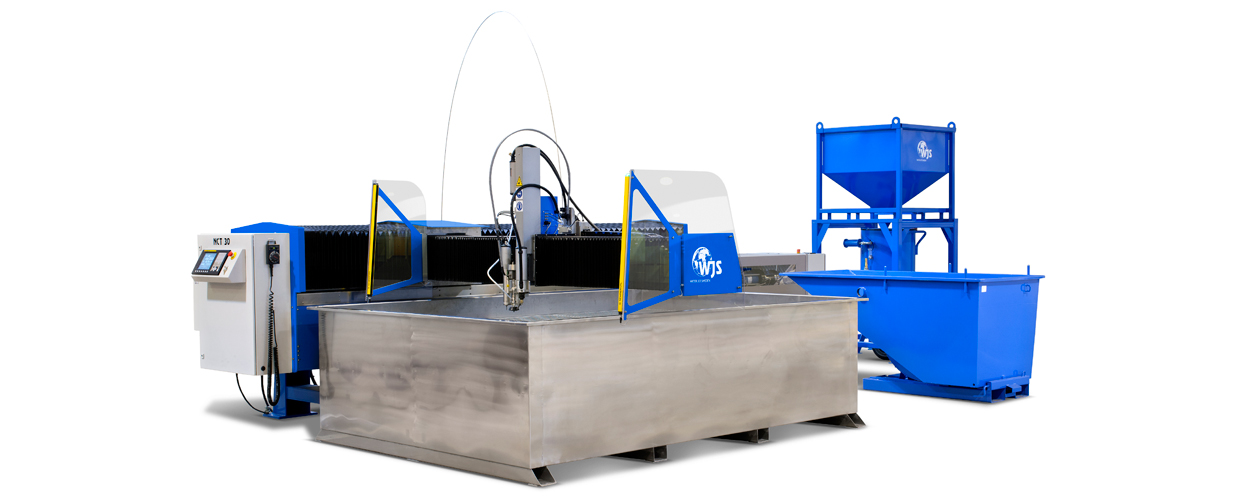
Mission Completed! A full-size 3D waterjet to Radius Aerospace.
Elizabeth Robison, project manager at Radius Aerospace, defied the snowy winter and traveled from Hot Springs, Arkansas USA, to Ronneby, Sweden with one mission – to supervise the ...